





 홈
홈강철 파이프 플랫 챔퍼 기계
파이프 모따기 기계

스틸 튜브 플랫 모따기 기계
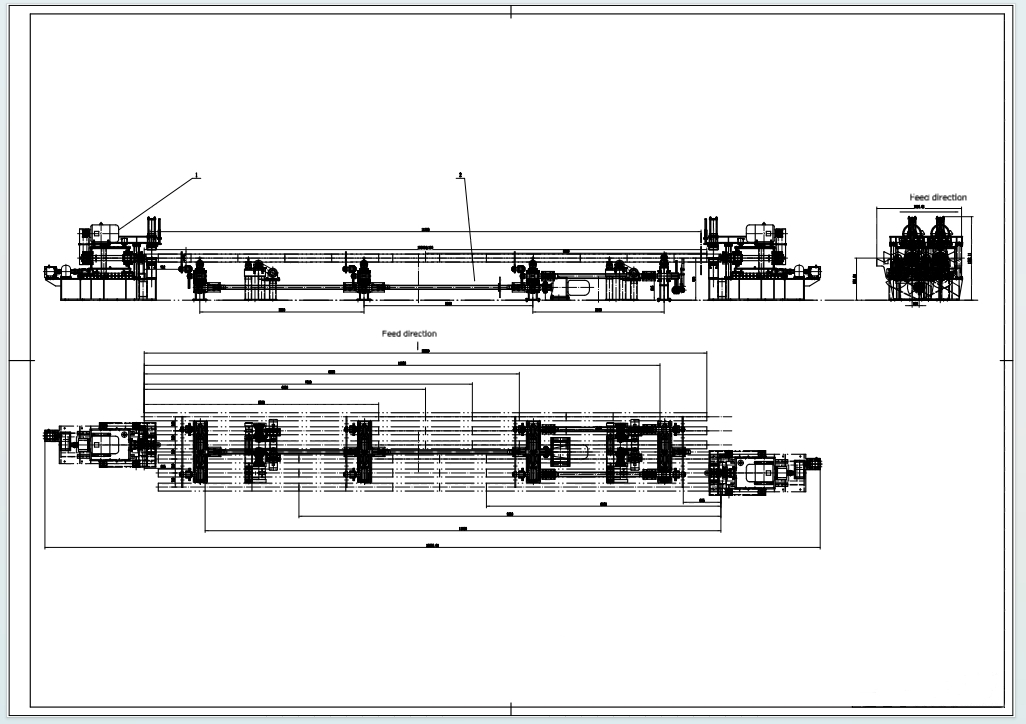
1. 파이프 플랫 챔퍼 링 기계 장비 구성:
1.1 교차 이동 파이프 장비, 한 번에 1 개의 파이프를 재료 침대에서 가져 와서 왼쪽 푸시 업 스테이션과 왼쪽 홈 스테이션으로 보내고 푸시 업 및 홈 프로세스를 수행 한 다음 홈이 끝난 후 제거하십시오.1.2 그루브 호스트 클램핑 시스템
1.3 다양한 사양의 클램핑 다이 및 충전 기어 플레이트가 장착되어 있습니다.2. 작업 매개 변수 (필요에 따라 사용자 정의) 다음은 샘플 매개 변수입니다.
평평한 헤드 거꾸로 된 가장자리 강관의 2.1 외경: 25mm ~ 159mm, 벽 두께 2.5-25mm, 재료 최대 X70, 튜브 길이 5-12m.2.2 외부 Chamfering 홈 각도는 30-35 ° 범위 내에 있습니다.2.3 생산 라인 속도: 5-20 PC/시간.3. 전원 구성:
3.1 모터 힘:
3.1 모터 힘:
|
이름 |
스핀들 모터 |
공급 서보 모터 |
추력 모터 |
스테핑 및 횡단 감소 모터 |
전기 제어 |
총 전력 |
|
힘 |
30KWX2 |
5.5KWX2 |
1.1KWx4 |
18.5KW |
2.5KW |
96.4KW |
3.2 감속기 속도 비율 및 클램핑 실린더:
|
이름 |
칼로 |
푸시 플러시 x4 |
클램핑 실린더 X2 |
스테핑 트래버스 감소 비율 |
|
힘 |
1:20 |
1:35 |
Φ140X200 |
1:71 |
4. 작업 시간 순서:
4.1 작업 시간 순서: 고정 포크의 기본 높이를 미리 조정하십시오.재질 침대-포크를 밟고 움직여 들어 올리고, 강철 파이프를 잡고, 스테이션을 수평으로 움직입니다-포크를 아래로 움직입니다-푸시 업, 플랫 헤드 클램핑 스테이션-클램프, 플랫 헤드, 인출 나이프, 느슨한 클램프-철관을 들어 올리기 위해 포크를 밟고 움직입니다-번역-포크를 아래로 이동하고 원래 위치로 돌아가서 5 개의 강철 파이프로 포크를 수평으로 밟고 움직입니다.5.2 단일 사이클 시간: 시간 만 차지하지 않고 병렬 작업으로의 푸시 업, 상승 수평 시프트 클램핑-플랫 엔드 완료-느슨한 클립 상승-수평 시프트 사이클. 효율성 계산: 플랫 헤드 속도는 6-18 조각/시간입니다.5. 구입 한 부품의 브랜드:
5.1 피드 서보 모터 5.5KW 서보 모터
5.2 스핀들 모터 30KW 6 학년, YE3 효율적인 에너지 절약 모터
5.3 감속기: Hengchen 감속기, SEW 감속기, FLENDER 감속기, Bang Feili 감속기 사용
5.4 주파수 변환기: 스핀들 모터 속도 제어, Weichuang 주파수 변환기
5.5 베어링: 샤프트, K2, FAG/INA, NSK
5.6 유압 시스템, Yuci 브랜드, Bosch Rexroth, Danfoss 및 Kawasaki 중공업, 각각 2 개의 독립적 인 유압 스테이션으로 클램핑.5.7 제어 시스템, Xinjie PLC 및 Buke 터치 스크린, 네트워크 케이블 통신 제어를 사용합니다.5.8 전자 제어 부품, 슈나이더 브랜드, ABB, 지멘스
관련 제품





